服務熱(rè)線:13916683657産品到(dào)哪裡(lǐ),服務到(dào)哪裡(lǐ) !

 産品分(fēn)類
産品分(fēn)類
products category
工(gōng)業(yè)冷(lěng)水(shuǐ)機(jī)
技(jì)術(shù)文(wén)章(zhāng)/ article
 更新時(shí)間(jiān):2019-10-22
更新時(shí)間(jiān):2019-10-22  浏覽次數(shù):882
浏覽次數(shù):882空(kōng)調主要(yào)由壓縮機(jī)、散熱(rè)器(qì)、自(zì)動控制(zhì)系統組成,其中散熱(rè)器(qì)中的(de)銅管被稱為(wèi)空(kōng)調的(de)&πldquo;血管”,“血管”的(de)好(hǎo)與壞将直接決定空(kōng)調的(de)品質。銅管是(shì)制(zhì)冷(lěng)裝置的(de)重要(yào)原材料,它主要(yào)有(yǒu)兩種用(yòng)途:①制(zhì)作(€zuò)換熱(rè)器(qì),如(rú)常用(yòng)的(de)蒸發器(qì)、冷(lěng)凝器(qì)、俗稱&l dquo;兩器(qì)”;②制(zhì)作(zuò)連接管道(dào)和(hé)管件(jiàn)。不(bù)管哪種用(yòng)途,它都(dōu)是(shì)制(zhì)冷(lěng)劑的(de)通(tōng)道(dào),其作(zuò)用(yòng)十分(fēn)重要(yào),這(zhè)就(jiù)要(yào)求空( kōng)調制(zhì)冷(lěng)施工(gōng)技(jì)術(shù)人(rén)員(yuán)能(néng)妥善地(dì)使用(yòng)銅管。
施工(gōng)前的(de)準備:①施工(gōng)圖紙(zhǐ)的(de)閱讀(dú)與熟悉;②施工(gαōng)現(xiàn)場(chǎng)的(de)查看(kàn):看(kàn)施工(gōng)現(xiàn)場(chǎng)是(shì)否具備施工(gōng)作↑(zuò)業(yè)條件(jiàn);③管材及配件(jiàn)的(de)準備;④機(jī)具及測量工(gōng)具的(de)準備:氧氣-乙炔,割刀(dāo),鋼鋸,電(diàn)錘,扳手,水(shuǐ)平尺,卷尺,锉刀(dāo)等。
開(kāi)始施工(gōng):
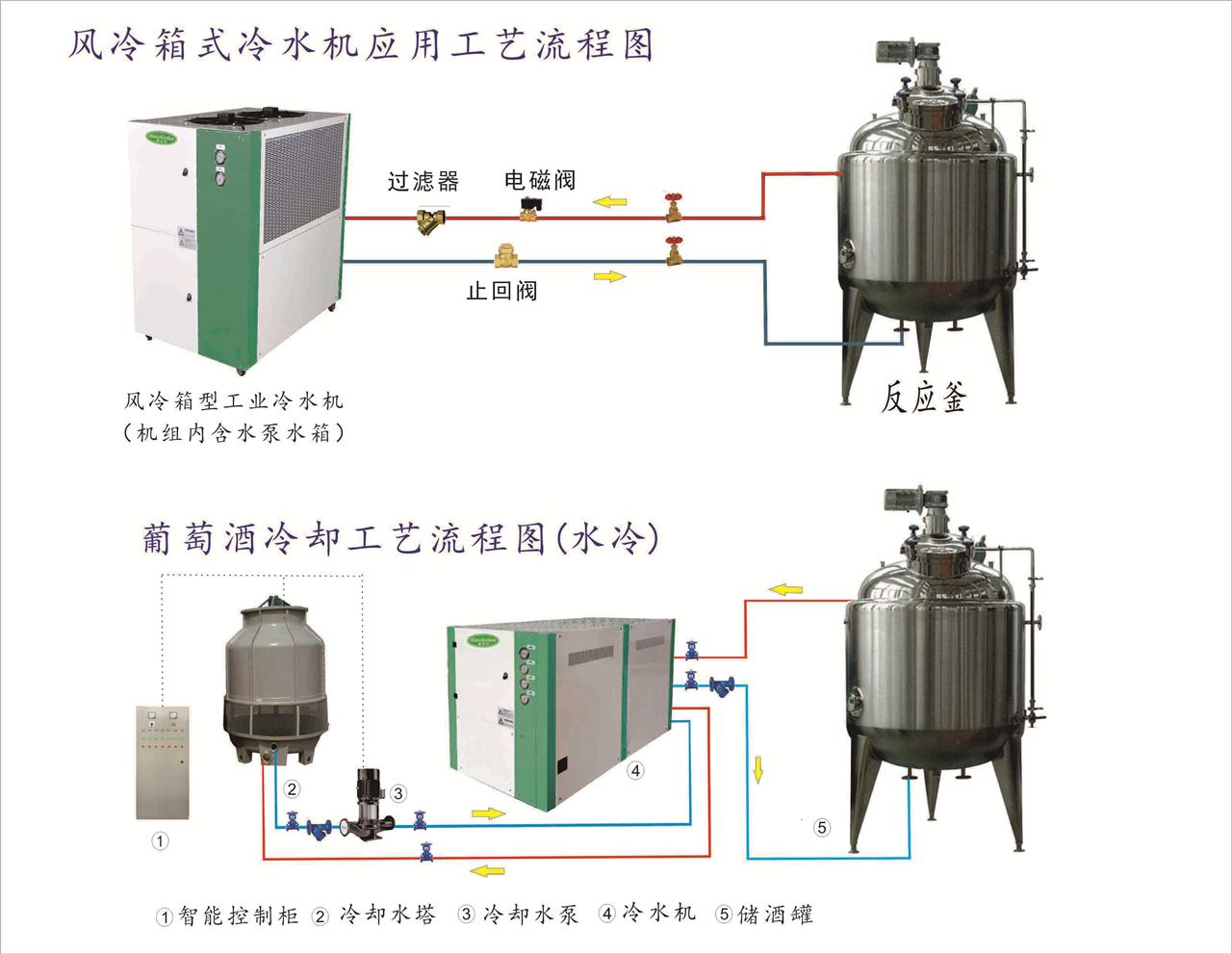
(一(yī))工(gōng)藝流程
(二)安裝工(gōng)藝
①銅管調直:采用(yòng)木(mù)質榔頭沿管輕輕敲擊,逐段調直。調直過程中注意用(yòng)力不(bù)能(néng)過大(dà),不( bù)得(de)使管子(zǐ)表面産生(shēng)錘痕、凹坑、劃痕或粗糙的(de)痕迹。
②管道(dào)切割:銅管的(de)切割可(kě)采用(yòng)鋼鋸、砂輪機(jī)、銅管割刀(dāo),但(dàn)不(bù)得(de)采用(yòn¶g)氧-乙炔切割。銅管坡口加工(gōng)采用(yòng)锉刀(dāo)或坡口機(jī),但(dàn)不(bù)得>(de)采用(yòng)氧-乙炔焰切割加工(gōng)。夾持銅管的(de)台虎鉗鉗口兩側應墊以木(mù)闆襯墊,以防夾傷管子(zγǐ)。

(三)端部清洗
銅管插入接頭部分(fēn)的(de)表面,不(bù)得(de)有(yǒu)任何種類的(de)油脂、氧化(huà)物(wù)、污迹和(hé)灰塵×,否則會(huì)嚴重影(yǐng)響釺料對(duì)母材的(de)焊接性能(néng),産生(sh✘ēng)缺陷。因此,表面應用(yòng)其它有(yǒu)機(jī)溶劑擦洗。銅管接頭一(yī)般是(shì)沒有(yǒu)污垢的(de),若•有(yǒu)可(kě)用(yòng)銅絲刷和(hé)鋼絲刷處理(lǐ)端部,不(bù)可(kě)用(≥yòng)其它不(bù)清潔的(de)用(yòng)具進行(xíng)處理(lǐ)。
用(yòng)砂紙(zhǐ)将銅管插入接頭部分(fēn)表面的(de)油脂、氧化(huà)物(wù)、污迹和(✘hé)灰塵磨清。

(四)預熱(rè)與焊接
均勻加熱(rè)焊接管件(jiàn),用(yòng)加熱(rè)的(de)釺料沾取适量釺劑(焊粉)均勻抹在縫隙處,當溫度達到(dào)650℃-750℃時(©shí)送入釺料。切勿用(yòng)火(huǒ)焰直接加熱(rè)釺料,當釺料全部融化(huà)時(shí)停止加熱(rè)。
①垂直方法:先後将管子(zǐ)與接頭加熱(rè),務必要(yào)使兩者的(de)加熱(rè)溫度均勻。如(rú)果管子(zǐ)過熱(rè),則焊料會(huì)沿管子(zǐ)流下(xià)去(≈qù),而不(bù)聚集于焊接處,影(yǐng)響焊接質量。
②水(shuǐ)平焊接:先沿管子(zǐ)四周加熱(rè),然後再加熱(rè)接頭,至于從(cóng)何處開(kāi)始加入焊料則應取決于管±件(jiàn)的(de)尺寸和(hé)操作(zuò)者的(de)習(xí)慣,對(duì)大(dà)尺寸管件∏(jiàn)則從(cóng)底部開(kāi)始焊接,即從(cóng)底部開(kāi)始加焊料,然後再沿四周•焊上(shàng)去(qù)。
這(zhè)樣,由于連接處的(de)外(wài)圍部分(fēn)充滿焊料,在焊料凝固後,就(jiù)®會(huì)産生(shēng)“栓塞”,有(yǒu)助于阻止其它焊料的(de)流出,加焊料時(shí),管件(jiàn)和(hé)接頭的(de)溫度要(yào)高(gā♥o)于焊料熔點溫度。

(五)焊後處理(lǐ)
釺焊結束間(jiān)隔幾分(fēn)鐘(zhōng)後,用(yòng)濕布擦拭連接部分(fēn)。這(zhè)樣,既可(kě)穩定↑焊接部分(fēn),又(yòu)可(kě)以去(qù)掉焊接面上(shàng)的(de)熔渣,以防腐蝕。焊接後正常的(de)←焊縫應無氣孔、裂紋和(hé)未熔合。隐蔽安裝的(de)塑銅管隻能(néng)采取焊接連接,外(wài)露部分(fēn)及與衛生(shēng)器(qì)具鑲接的(de)部位,可 (kě)以采取絲扣連接,絲扣連接要(yào)求按鍍鋅管道(dào)的(de)安裝方式進行(xíng)。管道(∏dào)焊接部位應采用(yòng)熱(rè)塑材料進行(xíng)包裹保護,熱(rè)塑材料應由制(zhì)造廠(chǎng)提供,提供的(de)材料應能(néng)達到(dào)防腐要(yào)求。
用(yòng)布及砂紙(zhǐ)刷淨銅管上(shàng)氧化(huà)物(wù),表面光(guāng)滑,無砂眼氣泡。管道(×dào)焊接完成,除去(qù)氧化(huà)層後塗清漆保護。管道(dào)表面光(guāng)亮(liàng)美(měi)觀,管道(dào)支架與銅管之間(j∞iān)用(yòng)橡膠墊隔離(lí),避免電(diàn)化(huà)學腐蝕。
(六)襯塑銅管的(de)焊接
用(yòng)割刀(dāo)将銅管前端10cm處劃痕,深度不(bù)能(néng)超過襯塑厚度(不(bù)能(néng)對(du ì)銅管有(yǒu)劃痕)。用(yòng)割刀(dāo)在銅管前端将襯塑部分(fēn)隔開(kāi)并與銅管隔離(l™í),然後用(yòng)手和(hé)鉗子(zǐ)将襯塑部分(fēn)銅管前端10cm剝離(lí),杜絕用¥(yòng)小(xiǎo)刀(dāo)剝離(lí),造成銅管劃痕。用(yòng)廠(chǎng)家(jiā)提供的(de)熱(rè)塑材料恢複σ焊接區(qū)域的(de)襯塑。(也(yě)可(kě)采用(yòng)焊接端剝離(lí)長(cháng)度不(bù)小(x₽iǎo)于200mm的(de)覆塑層,并在兩端纏繞濕布,釺焊完成後複原覆塑層。)

返回列表
 掃一(yī)掃
掃一(yī)掃 您的(de)位置:
您的(de)位置: