服務熱(rè)線:13916683657産品到(dào)哪裡(lǐ),服務到(dào)哪裡(lǐ) !

 産品分(fēn)類
産品分(fēn)類
products category
工(gōng)業(yè)冷(lěng)水(shuǐ)機(jī)
技(jì)術(shù)文(wén)章(zhāng)/ article
 更新時(shí)間(jiān):2019-03-20
更新時(shí)間(jiān):2019-03-20  浏覽次數(shù):1025
浏覽次數(shù):1025制(zhì)冷(lěng)空(kōng)調中的(de)制(zhì)冷(lěng)系統,一(yī)般用(yòng)銅鋁等有(yǒu)色金(jīn)ε屬材料,在制(zhì)造、安裝和(hé)維修過程中,管道(dào)的(de)焊接是(shì)關鍵的(de)一(yī)環,它不(bù)但(™dàn)影(yǐng)響美(měi)觀,更重要(yào)的(de)是(shì)影(yǐng)響到(dào)系統能(σnéng)否正常工(gōng)作(zuò)燈問(wèn)題,必須引起高(gāo)度重視(shì)。

焊料的(de)選用(yòng)
制(zhì)冷(lěng)空(kōng)調的(de)管件(jiàn)多(duō)是(shì)用(y↕òng)銅(紫)管材,常用(yòng)的(de)焊料類型有(yǒu)銅磷焊料、銀(yín)銅焊料、銅鋅焊料等。在焊接時(shí)要(yào)根據管道(dào)材料的(de)特點,正确的$(de)選擇焊料及熟練地(dì)操作(zuò),以确保焊接的(de)質量。

對(duì)同類材料的(de)焊接
1.銅與銅的(de)釺焊
可(kě)選用(yòng)磷銅焊料或含銀(yín)量低(dī)的(de)磷銅焊料,如(rú)2%或5%的(de)銀(yín)基焊料。這(zhè)種焊料價格較為(wèi)便宜,且有(yǒu)良好(hǎo)的(de)溶液,采用(yòng)填©縫和(hé)濕潤工(gōng)藝,不(bù)需要(yào)焊劑。

2.銅與鋼的(de)焊接
可(kě)選用(yòng)黃(huáng)銅條焊料加适當的(de)焊劑。焊接時(shí)。将焊料加熱(rè)到(dào)一(yī)定溫度後插放♠(fàng)在焊劑中,使焊劑溶化(huà)後附著(zhe)在焊料上(shàng),但(dàn)焊後必須将焊口附近(jìn)的(de)殘留焊劑用(yòng)熱(rè)水(shuǐ)或水(shuδǐ)蒸氣刷洗幹淨,防止産生(shēng)腐蝕。在使用(yòng)焊劑時(shí)要(yào)用(yòng)酒精稀φ釋成糊狀,塗于焊口表面,焊接時(shí)酒精迅速蒸發而形成平滑薄膜不(bù)易流失,同時(shí)還(hái)可(kě)β避免水(shuǐ)份浸入制(zhì)冷(lěng)系統的(de)危險。
3.銅與鐵(tiě)的(de)焊接
可(kě)選用(yòng)磷銅焊料或黃(huáng)銅條焊料,但(dàn)還(hái)需使用(yεòng)相(xiàng)應的(de)焊劑,如(rú)硼砂、硼酸或硼酸的(de)混合焊劑。
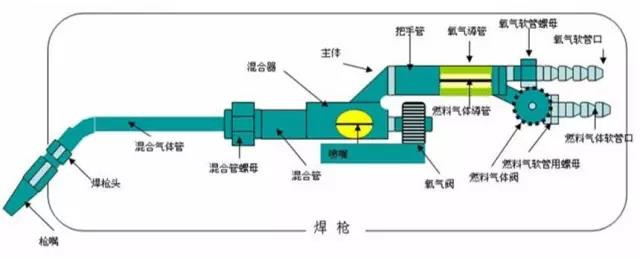
焊接操作(zuò)
對(duì)焊接不(bù)同的(de)材料,不(bù)同的(de)管徑時(shí)所需的(de)ε焊槍大(dà)小(xiǎo)和(hé)火(huǒ)焰溫度的(de)高(gāo)低(dī)有(yǒu)所不(bù)同,焊接時(shí)火(huǒ)焰的(de)大♥(dà)小(xiǎo)可(kě)通(tōng)過兩個(gè)針形閥進行(xíng)控制(zhì)調整,火(huǒ)焰的(de)調整時(shí)根據氧、乙炔™氣體(tǐ)體(tǐ)積比例不(bù)同可(kě)分(fēn)為(wèi)炭化(huà)焰、中性焰和(hé)氧化(huà)焰三種。
1、火(huǒ)焰的(de)種類及特點
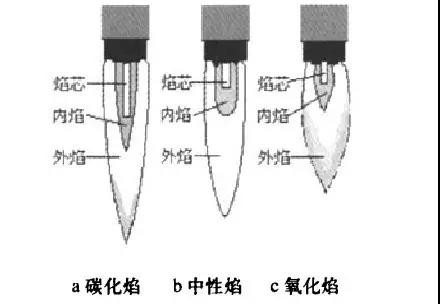
1.炭化(huà)焰
其特點是(shì)氧氣與乙炔氣的(de)體(tǐ)積比小(xiǎo)于1,略缺氧,易将炭粒帶入金(jīn)屬而影(yǐng)響焊料流動,冒黑(hēi)煙(yān),溫度約為(wèi)27₽00左右,可(kě)用(yòng)于對(duì)管道(dào)的(de)烘烤等。
2.中性焰
其特點是(shì)焰芯的(de)尺寸取決于燃燒氣體(tǐ)的(de)成份、耗量和(hé)流速,焊炬噴嘴孔直徑決定了(le)火(huǒ)焰焰心的'(de)直徑,而混合氣的(de)流速,則決定了(le)焰芯的(de)長(cháng)度,中性焰的(de)火(huǒ)焰分(fēn)3↔層,焰芯呈尖錐形,色白(bái)而明(míng)亮(liàng),內(nèi)焰為(wèi)藍(lán)白(bái)色,外(wài)焰由裡(lǐ)向外(wài)逐漸由λ淡紫色變成為(wèi)橙色和(hé)藍(lán)色,溫度約為(wèi)3000~3500℃左右,氧氣©與乙炔氣的(de)體(tǐ)積之比為(wèi)1:1.2 制(zhì)冷(lěng)空(kōng)調的(de)管件(jiàn)焊接多(duō)使用(yòng)中性焰。
3氧化(huà)焰
其特點是(shì)是(shì)焰芯是(shì)圓錐形,長(cháng)度明(míng)顯地(dì)縮短(duǎn),輪廓也(yě)不<(bù)清晰,顔色暗(àn)淡,外(wài)焰也(yě)縮短(duǎn)了(le),火(huǒ)焰是(shì)藍(lán)色,火(huǒ)焰燃燒時(shí)伴有(yǒu)響聲,響聲大(dà)小(x•iǎo)取決于氧氣壓力,氧化(huà)焰的(de)溫度高(gāo)于中性焰,适用(yòng)于黃(huáng)銅的(de)管件(∑jiàn)焊接。火(huǒ)焰的(de)性質是(shì)根據被焊金(jīn)屬種類及其性質來(lái)選擇的(de),φ應注意科(kē)學地(dì)選擇使用(yòng)。
2、火(huǒ)焰的(de)調節

點燃前先按操作(zuò)規程分(fēn)别開(kāi)啓氧氣瓶和(hé)乙炔氣瓶的(de)閥門(mén),使低(dī)壓氧氣表指示在0₩.2~0.5Mpa左右,乙炔氣的(de)眼裡(lǐ)表指示在0.05Mpa左右。然後微(wēi)開(kāi)焊槍的(de)氧氣閥。再微(wēi)開(k↔āi)焊槍上(shàng)的(de)乙炔氣閥,同事(shì),從(cóng)焊嘴的(de)後面迅速點火(huǒ)。切≥不(bù)可(kě)在焊嘴正面點火(huǒ),以免噴火(huǒ)燒手。點燃後即可(kě)調節,兩閥的(de)調節就(jiù)是(shì)調節氧氣與乙炔氣浸入焊槍混合氣的(→de)比例,從(cóng)而得(de)到(dào)不(bù)同的(de)火(huǒ)焰。
3、焊接

焊接時(shí)應嚴格按步驟進行(xíng)操作(zuò),否則,将會(huì)影(yǐng)響焊接的(de)質量。
1.準備與配管
2. 檢查氧氣瓶和(hé)乙炔瓶內(nèi)的(de)量是(shì)否足夠。
3.核對(duì)圖紙(zhǐ)要(yào)求,保證各部件(jiàn)的(de)齊全無缺,功能(néng)完好(hǎo)。
4. 保證管路(lù)光(guāng)路(lù)橫平豎直,注意各閥件(jiàn)的(de)方向性。

5.根據圖紙(zhǐ)要(yào)求的(de)尺寸和(hé)管徑,用(yòng)卷尺量取相(xiàng)應的(de)長(cháng)度,并用(yòng)線号筆(™bǐ)幾下(xià)位置。
6.較粗的(de)銅管要(yào)固定後,再用(yòng)割刀(dāo)拆下(xià),要(yào)保證割口平齊,不(bù)變形。♦
7.用(yòng)锉把割口毛邊锉平,并用(yòng)抹布擦拭幹淨。
8.将要(yào)焊接管件(jiàn)表面清潔或擴口,擴完的(de)喇叭口應光(guāng)滑、圓¶正、無毛刺和(hé)裂紋,厚度均勻,用(yòng)砂紙(zhǐ)将要(yào)焊接的(de)銅管接頭部分(fēn)打磨幹淨,再用( yòng)幹布擦幹淨。否則,将影(yǐng)響焊料流動及焊接質量。
9.除紫銅與紫銅焊接外(wài),所有(yǒu)管件(jiàn)在焊接前都(dōu)應用(yòng)紗布或不(bù)鏽鋼絲刷清理(lǐ),露出光(guā♣ng)亮(liàng)金(jīn)屬表面。(內(nèi)為(wèi)表面均要(yào)清理(lǐ),金(jī≤n)屬屑及砂粒應清除幹淨)
10.對(duì)将要(yào)焊接的(de)銅管互相(xiàng)重疊插入(注意尺寸)并圓心對(du✔ì)準。
11.銅管接頭與銅管插入深度及間(jiān)隙見(jiàn)表。(插入深度約等于管徑)
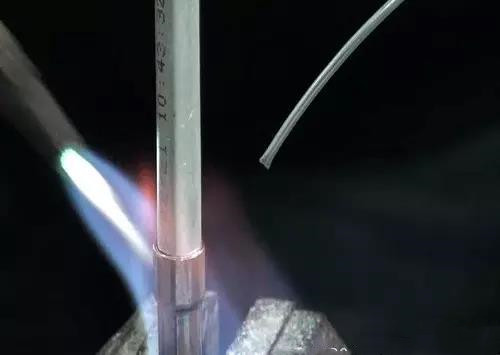
2、保護

上(shàng)圖為(wèi)沒有(yǒu)充氮保護

上(shàng)圖為(wèi)充氮氣保護保護
1.焊接時(shí)應在被焊管奶通(tōng)低(dī)速氮氣,防止氧化(huà)。
2.乙炔氣應通(tōng)過無氧化(huà)焊接發生(shēng)器(qì),防止焊接物(wù)件(j₩iàn)外(wài)表面氧化(huà)。
3.焊接
1 焊接時(shí),必須對(duì)被焊件(jiàn)進行(xíng)預熱(rè)。将火(huǒ)焰烤熱(rè)銅管焊接處,當銅管受熱(r<è)至紫紅(hóng)色時(shí),移開(kāi)火(huǒ)焰後将焊料靠在焊口處,使焊料熔化(huà)後流入焊接的↕(de)銅件(jiàn)中,受熱(rè)後的(de)溫度可(kě)通(tōng)過顔色來(lái)反映溫度的(de)高(gāo)低(dī),暗(↓àn)紅(hóng)色:600攝氏度左右;深紅(hóng)色:700攝氏度左右;橘紅(hóng)色:1000攝氏度左右。
2 焊接時(shí),氣焊火(huǒ)焰不(bù)得(de)直接加熱(rè)焊條。
3 對(duì)于高(gāo)溫條件(jiàn)下(xià)易變形,損壞的(de)部件(jiàn)應采取相(xiàng)應保護措施。如(rú)角∑閥、蒸發器(qì),冷(lěng)凝器(qì)等要(yào)用(yòng)濕紗布包紮接口後再進行(xíng)焊接,對(duì)于電(diàn)磁閥、膨脹¥閥、液鏡、四通(tōng)閥,能(néng)拆開(kāi)的(de)一(yī)定要(yào)拆開(kāi)後焊接,不(bù )能(néng)拆的(de)同樣采取以上(shàng)措施。
4 焊接時(shí),在焊完後将銅管進行(xíng)退火(huǒ)時(shí),退火(huǒ)溫度不(bù)低(dī♣)于300攝氏度。
5 焊接完畢後,冷(lěng)卻,用(yòng)幹燥氮氣清理(lǐ)管內(nèi)氧化(huà)物(wù)和(hé)焊渣。
4補焊

1 在試壓過程中發現(xiàn)焊接有(yǒu)滲漏的(de)地(dì)方應進行(xíng)補焊,補焊時(shí)要(yào)将系統試壓的(de)氮氣放(fàng)掉,焊後要(yà☆o)重新試壓。
2補焊前腰将表面的(de)氧化(huà)層,用(yòng)紗布擦淨。補焊後,要(yào)将氧化(hu™à)皮清除幹淨,在水(shuǐ)中淬火(huǒ)後,應将銅管烘幹,不(bù)得(de)有(yǒu)水(shuǐ)滴存在。
3 全部焊完後,要(yào)用(yòng)氮氣将系統吹淨。

返回列表
 掃一(yī)掃
掃一(yī)掃 您的(de)位置:
您的(de)位置: